ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ
| ФРЕЗЫ |
| СВЕРЛА |
| РЕЗЦЫ |
| МЕТЧИКИ |
| ПЛАШКИ |
| РАЗВЕРТКИ |
| ПРОТЯЖКИ |
| ЗЕНКЕРЫ |
| Резание металлов |
| ИЗМЕРЕНИЕ |
Общие сведения | Оглавление | Абразивные ленты
Абразивные инструменты
Шлифовальные круги
Шлифовальный круг представляет собой пористое твердое тело, состоящее из зерен абразивного материала сцементированных друг с другом с помощью специальных связующих веществ. Наиболее часто шлифовальные круги представляют собой тела вращения, имеющие различные размеры и профили в осевом сечении (рис. 288).
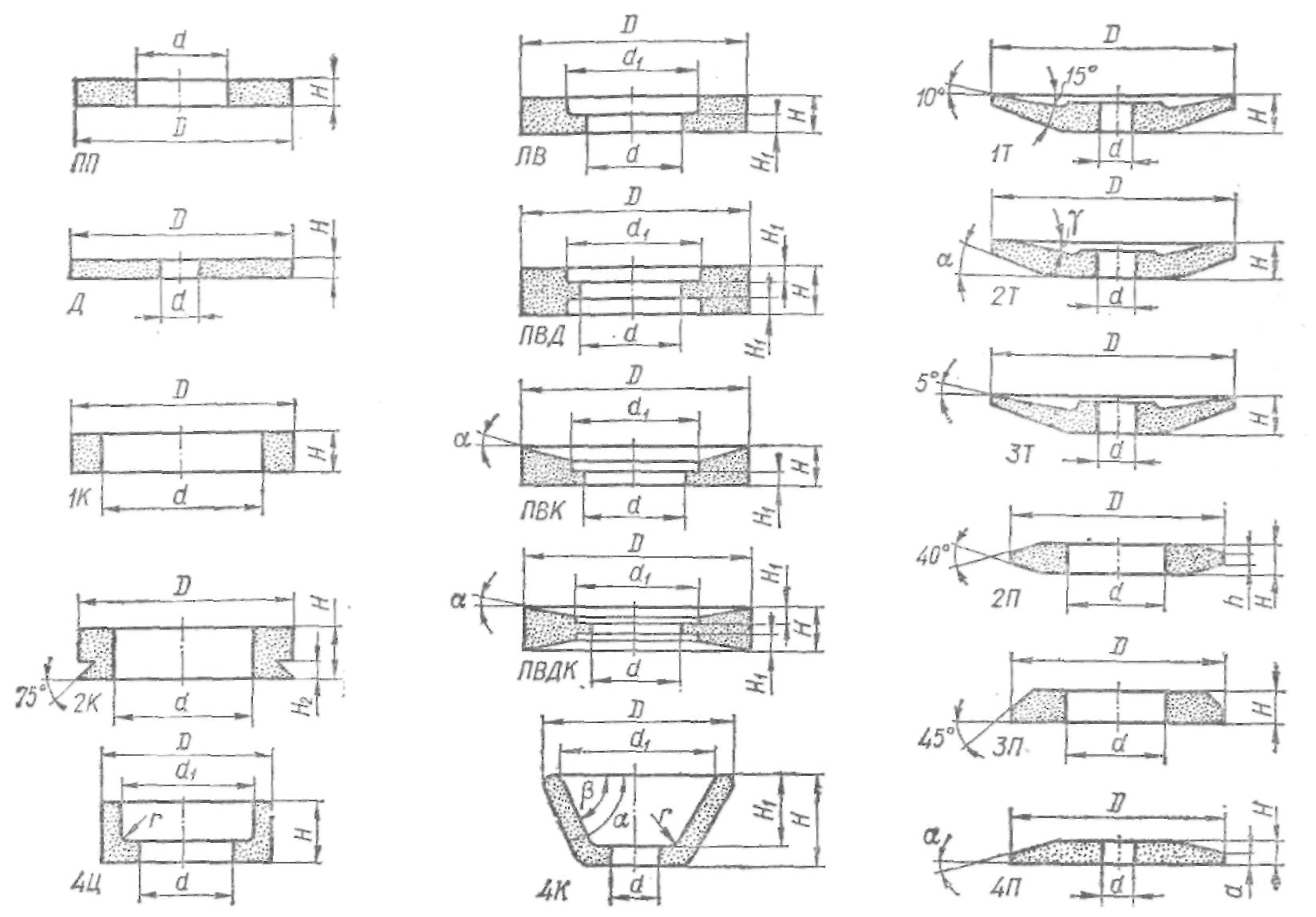
Рис. 288. Типы шлифовальных кругов
Наиболее широкое и разнообразное применение имеют круги прямого профиля ПП. Они используются для круглого наружного, внутреннего бесцентрового и плоского шлифования. В тех случаях, когда зажимные фланцы могут помешать подводке круга к зоне шлифования, для их размещения предусматриваются выточки с одной (ПВ) или двух (ПВД) сторон. Конические выточки у кругов ПВК, ПВДК с одного или двух торцов служат для того, чтобы уменьшить площадь соприкосновения боковой поверхности круга с заготовкой при шлифовании буртиков и фланцев на круглошлифовальном станке, что уменьшает тепловыделение и улучшает отвод стружки.
Круги формы Д, называемые дисками, предназначены для различных отрезных и прорезных работ и шлифования глубоких пазов. Они имеют при довольно значительных диаметрах весьма малую толщину. Круги-кольца 1К применяют для плоского шлифования торцом круга деталей, имеющих небольшую площадь контакта с кругом. Они крепятся к планшайбе станка с помощью цементирующих веществ. В этом случае, когда желательно более прочное крепление, применяют круги 2К. Крепление тонких кругов-колец ненадежно.
С целью более прочного крепления в этом случае применяют круги ЧЦ и ЧК, чашки цилиндрические и конические, закрепляемые на шпинделе с помощью зажимных фланцев. Кругами ЧЦ и ЧК пользуются для заточки инструментов. Круги формы ЧК употребляют также для, плоского шлифования труднодоступных мест, например ласточкиных хвостов направляющих станин и т. п.
В случаях еще более резкого ограничения свободного пространства в зоне шлифования применяют круги тарельчатой формы 1T; 2Т; ЗТ на кругах формы ПП для аналогичных операций предусматривают конический профиль (формы 2П, ЗП, 4П).
Наряду с рассмотренными используются круги специального назначения, предназначенные для обработки определенных деталей и имеющие соответствующую им форму. Шлифовальные круги малых размеров называют головками (рис. 289).

Рис. 289. Шлифовальные головки
Они применяются для внутреннего шлифования, снятия заусенцев и зачистки фасонных поверхностей, где не могут быть применены шлифовальные круги. Для крепления головки имеют несквозное отверстие, куда вставляется шпилька, закрепляемая посредством отвердевающего клеящего вещества, Шлифовальные круги больших размеров могут быть сборными, состоящими из отдельных сегментов (рис. 290).
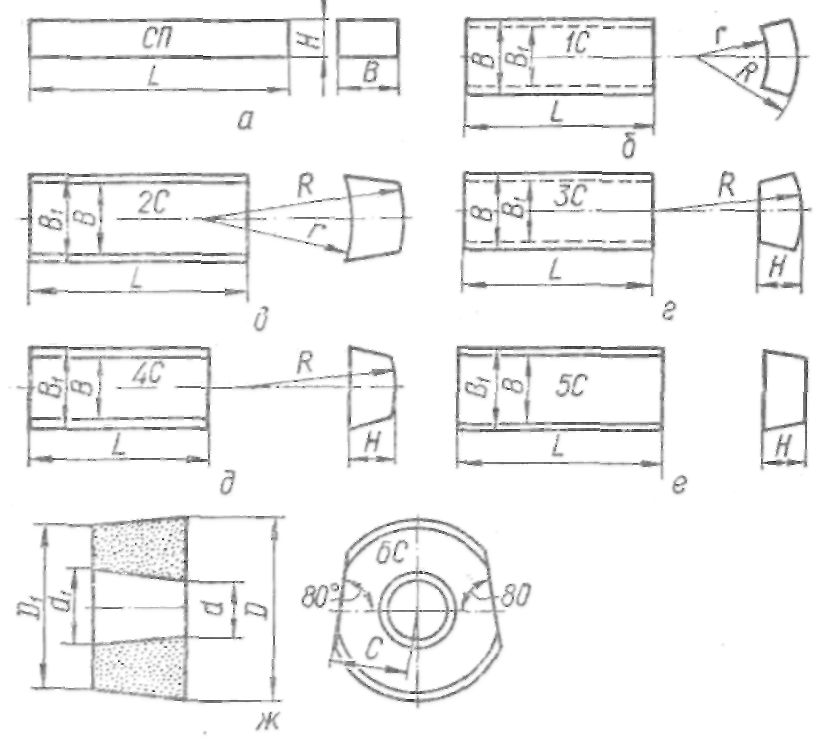
Рис. 290. Шлифовальные сегменты
Эти круги главным образом применяются для плоского торцового шлифования. Они имеют прерывистую рабочую поверхность, что обеспечивает их работу с меньшей зоной контакта, и, вследствие этого, меньший нагрев шлифуемых деталей.
Шлифовальные бруски представляют собой прямолинейные тела одинакового по длине поперечного сечения. Они применяются для ручных слесарных работ, а также для изготовления инструментов, предназначенных для тонкой обработки — хонингования и суперфиниширования.
Основными характеристиками рассматриваемых шлифовальных инструментов являются: материал абразивного зерна, его зернистость, связка, твердость и структура.
При изготовлении шлифовальных кругов в основном используются зерна электрокорунда и карбида кремния. Электрокорунд применяют при обработке материалов с высоким сопротивлением разрыву (сталей), а карбид кремния — для материалов с низким сопротивлением разрыву (чугуна, бронзового литья). Зеленый карбид кремния используется при шлифовании твердых сплавов.
При установлении характеристики круга выбор зернистости абразивных зерен зависит главным образом от вида, точности и качества обработки, свойств обрабатываемого материала и формы поверхности детали.
Круги с более крупным зерном применяются на мощных станках при снятии больших припусков, при большой площади соприкосновения круга с обрабатываемой деталью, а также при обработке таких материалов как латунь, медь, где имеется повышенная опасность засаливания круга. Круги с более мелким зерном употребляются при высоких требованиях к чистоте поверхности, при профильном шлифовании, а также при обработке закаленных сталей и твердых сплавов.
Для предварительного шлифования зернистость выбирается в пределах 40—16, для чистового — 25—12, для отделочного — 12—6. Соединение абразивных зерен в целое тело производится с помощью связок, которые подразделяются на органические (бакелитовая, глифталевая и вулканитовая) и неорганические (керамическая, магнезиальная, силикатовая).
Бакелитовая связка приготовляется на основе бакелита (искусственной смолы) и формалина. Круги на этой связке обладают высокой прочностью и упругостью, допускают большие окружные скорости. Бакелитовая связка оказывает полирующее действие, что уменьшает шероховатость поверхности; по сравнению с другими связками она меньше нагревает обрабатываемые изделия.
Круги на бакелитовой связке недостаточно устойчивы против действия охлаждающих жидкостей, особенно содержащих щелочи. Они имеют малую пористость, что затрудняет удаление стружки. При повышенных температурах (200— 250°) прочность рассматриваемой связки и сила ее сцепления с абразивными зернами падает, что ускоряет износ круга. Бакелитовая связка имеет три основных разновидности: из жидкого бакелита (Б1), из пульвербакелита (Б2 и БЗ). Круги на бакелитовой связке применяются при плоском шлифовании торцом круга, отрезке заготовок и прорезке пазов, отделочном шлифовании мелкозернистыми абразивными инструментами. Глифталевая связка (ГФ) применяется для изготовления шлифовальных кругов, предназначенных для отделочного шлифования деталей из закаленных сталей. Глифталь представляет собой синтетическую смолу из глицерина и фталевого ангидрида. Круги на глифталевой связке обладают повышенной упругостью.
Вулканитовая связка состоит из искусственного каучука с вулканизирующими добавками. Абразивные инструменты на вулканитовой связке имеют большую упругость и плотность, обладают повышенным полирующим действием, по сравнению с инструментами на бакелитовой связке, но они менее прочны и теплостойки.
Инструменты на вулканитовой связке могут быть жесткие и гибкие. Жесткие круги на вулканитовой связке В1, В2, ВЗ применяются при прорезных и отрезных работах. Для полирования и отделочного шлифования применяют гибкие шлифовальные круги на вулканитовой связке 1ГК, 2ГК, ЗГК, 4ГК. Наиболее эластичными являются круги на связке 1ГК, а наименее эластичными круги на связке 4ГК.
Известны полировальные абразивные инструменты с поропластовой связкой на основе вспененных синтетических смол. Инструменты обладают высокой пористостью, что препятствует их засаливанию, а повышенная эластичность связки позволяет обрабатывать ими поверхности деталей сложного профиля.
Керамическая связка является самой распространенной. На керамической связке можно получить круги почти для всех видов шлифования. Эта связка огнеупорна, водостойка, обладает химической стойкостью, имеет относительно высокую прочность. Инструменты на керамической связке чувствительны к ударам и изгибающим нагрузкам и поэтому не могут использоваться при обрезке и прорезке узких пазов.
Керамическую связку приготовляют из огнеупорной глины, полевого шпата, кварца, талька, мела, жидкого стекла и других веществ, взятых в определенных пропорциях.
Керамические связки разделяются на плавящиеся (стекловидные) и спекающиеся (фарфоровидные). Первые используются при изготовлении электрокорундовых кругов, а вторые — кругов из карбида кремния. Керамическая связка обозначается при маркировке буквой К. Разновидности этой связки имеют дополнительную индексацию. Так, например, связка К51 изготавливается из борссодержащего сырья и предназначена для кругов с повышенной износостойкостью кромок и профиля.
Большой эффект дает введение специальных активных добавок в связку круга, влияющих на прочность удержания абразивных зерен в круге или способствующих адсорбционному пластифицированию поверхностного слоя обрабатываемого материала.
Круги с зерном из карбида кремния на керамической связке в результате ввода в связку активных добавок и повышения прочности соединения зерна со связкой, позволяют уменьшить количество связки на 30—35%, это снижает силы трения при шлифовании и повышает стойкость кругов. Магнезиальная связка (М) приготовляется из магнезита и хлористого магния. Шлифовальные круги на этой связке гигроскопичны, имеют повышенный износ, нестойкий профиль, но работают с относительно небольшим нагревом шлифуемой поверхности. Они имеют ограниченное применение: для плоского шлифования, заточки бритв и т. п.
Силикатная связка (С) приготовляется из жидкого стекла, глины, мела и т. п. Инструменты на этой связке работают с малым нагревом деталей и имеют преимущества при тех операциях, где нагрев деталей недопустим. Эта связка используется редко.
Твердость абразивного инструмента характеризует способность связки сопротивляться вырыванию абразивных зерен с рабочей поверхности под влиянием внешних сил. По степени твердости абразивный инструмент подразделяется на ряд групп:
мягкий M1, М2, МЗ
среднемягкий СМ1, СМ2
средний C1, С2
среднетвердый СТ1, СТ2, СТЗ
твердый T1, Т2
весьма твердый ВТ1, ВТ2
чрезвычайно твердый ЧТ1, ЧТ2
Круг относится к мягким, если его зерна относительно легко вырываются из связки и, напротив, к твердым, если зерна прочно удерживаются связкой. Цифры 1, 2, 3 в обозначении степени твердости характеризуют твердость в порядке ее возрастания. Твердость абразивных инструментов зависит от количества и качества связки, вида абразивного материала, степени шероховатости и конфигурации абразивных зерен и технологического процесса изготовления. Правильный выбор твердости абразивного инструмента оказывает решающее влияние на производительность процесса и качество обработанной поверхности. Выбор для данных условий обработки слишком твердого круга приводит к «засаливанию», так как связка продолжает удерживать затупившиеся зерна, растет усилие резания, заготовка нагревается, на обработанной поверхности появляются следы дробления, прижоги. Слишком же мягкий круг быстро теряет форму, так как происходит осыпание еще работоспособных зерен.
Для обработки твердых материалов применяют сравнительно мягкие круги, а материалы невысокой твердости шлифуют более твердыми кругами. Твердость кругов должна понижаться с увеличением площади зоны шлифования, с уменьшением разницы между диаметрами круга и заготовки, с повышением скорости резания и подачи, с уменьшением размеров абразивных зерен круга, с повышением жесткости и виброустойчивости станков. Предварительные операции, а также шлифование прерывистых и фасонных поверхностей ведут более твердыми инструментами. Основные операции шлифования ведут кругами, твердость которых лежит в пределах от М2 до СТЗ.
Структура круга характеризует соотношение между объемом абразивных зерен, связки и пор в теле инструмента.
Принято обозначать структуры кругов номерами. Чем меньше номер структуры, тем больше плотность расположения зерен. В структуре № 1 объемное содержание зерна составляет 60%. Каждый последующий номер структуры имеет объемное содержание зерен на 2% меньше предыдущего номера.
Структуры от нулевого до третьего номера относят к плотным. Они имеют наиболее высокое содержание абразивных зерен.
Структуры от 4 до 8 номера включительно называют среднеплотными, от 9 номера до 12 — открытыми. Бывают и более высокие номера структур у высокопористых кругов. Открытая структура обеспечивает большое расстояние между абразивными зернами, лучший отвод стружки и позволяет работать на повышенных режимах. Однако круги открытой структуры обладают меньшей прочностью.
Следует выбирать круги с меньшим номером структуры при увеличении твердости обрабатываемого материала, при переходе от грубой к чистовой обработке.
Для обычных работ рекомендуется применять круги со структурой №5 -:- 8. При профильном шлифовании, а также при больших и переменных нагрузках желательно выбирать более плотные круги № 3 -:- 5.
В процессе шлифования круг периодически правится для удаления затупившихся зерен и сохранения требуемой формы профиля. Правка производится алмазами, закрепленными в специальные оправки алмазными карандашами, состоящими из алмазных зерен и металлической связки, кругами из карбида кремния, твердосплавными дисками либо чугунными и стальными гофрированными дисками.
Крепление кругов на станках, за исключением кольцевых К, состоит в том, что круг своим отверстием надевается с зазором на цилиндрическую посадочную часть и зажимается между фланцами или другими деталями с помощью гаек или винтов. Между кругом и фланцами помещают прокладку из эластичного материала для более равномерного распределения давления по поверхности соприкосновения. Различные конструктивные варианты крепления кругов показаны на рис. 291.
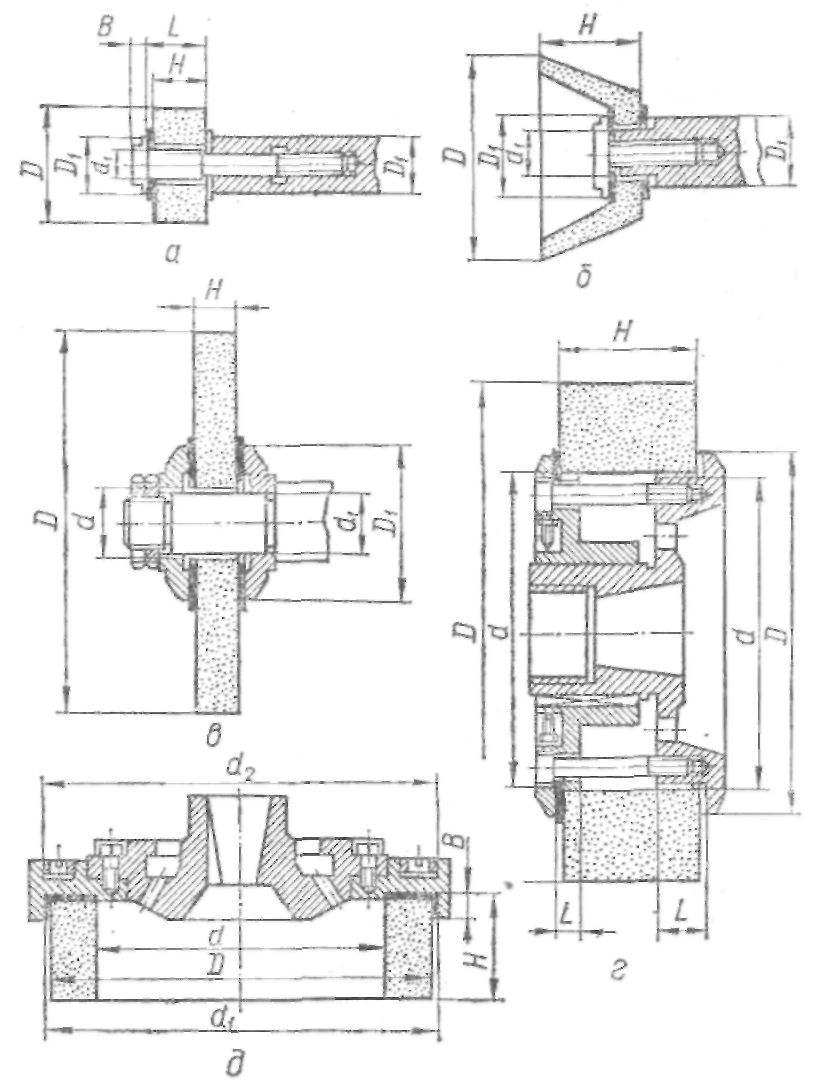
Рис. 291. Крепление кругов
Общие сведения | Оглавление | Абразивные ленты
|
ПРОДАЖА инструмента |
Copyright © 2007-2009, Фреза, сверло, метчик, плашка, развертка, резцы и другой инструмент в Москве. All rights reserved