ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ
| ФРЕЗЫ |
| СВЕРЛА |
| РЕЗЦЫ |
| МЕТЧИКИ |
| ПЛАШКИ |
| РАЗВЕРТКИ |
| ПРОТЯЖКИ |
| ЗЕНКЕРЫ |
| Резание металлов |
| ИЗМЕРЕНИЕ |
Абразивные ленты | Оглавление | Бруски для хонингования и суперфиниша
Абразивные инструменты
Алмазные круги
Алмазные круги состоят из корпуса и алмазоносного слоя, закрепленного на нем. Корпус круга изготовляют из стали 45 или Ст.З, алюминиевого сплава АК6, алюмобакелитового пресс-порошка и керамики. Алмазоносный слой состоит из алмазов, связки и наполнителя. Толщина алмазоносного слоя у большинства кругов находится в пределах 1,5—3,0 мм, В некоторых случаях у больших инструментов толщина алмазоносного слоя повышается до 5 мм и более. Ширина алмазоносного слоя зависит от условий работы круга и может колебаться в значительных пределах.
Для изготовления алмазно-абразивного инструмента применяются в основном органическая, металлическая и керамическая связка.
Роль связующего вещества у кругов на органической связке выполняют фенолформальдегидные смолы и различные наполнители. В качестве наполнителя используются абразивные материалы, металлические порошки и более сложные композиции. Чтобы исключить влияние наполнителя на чистоту обработанной поверхности, его зернистость выбирают на 2-:- 3 степени мельче зернистости алмазного порошка. В зависимости от наполнителя, различают несколько марок органических связок: Б1 — с карбидом бора, Б2 — с железным порошком, БЗ — с электрокорундом белым, Б4 — с карбидом кремния зеленым, Т02 и Б156 — с медным и оловянным порошками, карбидом бора и др. Наполнитель влияет на физико-механические свойства алмазного слоя — прочность, теплостойкость, износостойкость, расход алмазов; он создает прочную и жесткую опору для алмазных зерен. Алмазные круги на органической связке с наполнителем из железного порошка являются более стойкими, чем круги с наполнителями из карбида бора. Это объясняется тем, что железный порошок, обладая способностью деформироваться, создает максимальный поверхностный контакт с алмазными зернами, в результате чего алмазы лучше удерживаются в связке.
Круги на органической связке обладают хорошими режущими свойствами, обеспечивают высокую чистоту обработанной поверхности, более низкие температуры и силы резания, чем круги на других связках.
Однако алмазоносный слой у этих кругов менее прочный. Поэтому инструменты на этой связке имеют повышенный расход алмазов и применяются в основном на чистовых операциях.
Металлическая связка применяется в кругах, предназначенных для предварительного и фасонного шлифования. Металлические связки могут быть на медно-оловянной, железоникелевой, вольфрамокобальтовой и других основах. Наиболее распространены металлические связки M1 и М5.
Связка M1 состоит из 80% меди и 20% олова, а связка М5 имеет цинково-алюминиевую основу. Круги на металлической связке обладают высокой износоустойчивостью, прочно удерживают алмазные зерна, но быстро засаливаются и, как правило, работают с охлаждением. Круги на новых связках, таких как М013 и МС6, обладают меньшей склонностью к засаливанию. Они допускают обработку твердого сплава без охлаждения.
Круги на керамической связке (К1) и (К5) в основном предназначены для одновременной обработки твердого сплава и стальной державки, а также для обработки некоторых высоколегированных сплавов. Керамическая связка состоит из порошка стекла, огнеупорных глин и других силикатов.
Эффективность работы алмазными кругами определяется концентрацией алмазов, т. е. количеством алмазного зерна в одном кубическом миллиметре алмазоносного слоя. Круги бывают 25, 50, 100, 150 и 200%-ной концентрации. Стопроцентной концентрацией считают такую, при которой в одном кубическом миллиметре алмазоносного слоя содержится 0,878 мг алмаза или 4,39 карата.
При 100%-ной концентрации алмазный порошок фактически занимает только четвертую честь (25%) объема круга, а остальные 75% приходятся на долю связки с наполнителем и порошком.
Наибольшее распространение получили круги с 50, 100 и 150%-ной концентрацией. С увеличением концентрации повышается стойкость кругов и способность сохранять первоначальную форму.
Зернистость алмазных кругов выбирается в зависимости от вида обработки и требуемой чистоты поверхности. С увеличением зернистости повышается производительность обработки, снижается расход алмазов, но повышается шероховатость обработанной поверхности.
Черновое шлифование производится кругами зернистостью А125/100—80/63. В соответствии с ГОСТ 9206—70 шлифпорошки зернистостью А125/100 должны полностью проходить через сито, имеющее номинальный размер стороны ячейки в свету равный 160 мкм, задерживаться не менее 70% на сите с номинальным размером стороны ячейки в свету равным 100 мкм, проходить не более 3% через сито с ячейкой размером 80 мкм.
Для предварительного шлифования выбирают алмазные круги зернистостью А63/50—50/40, получистового АМ40/28— 28/20, тонкого — AM14/10 — 7/5.
В последние годы для производства алмазных инструментов используются алмазные зерна, покрытые тонкой металлической пленкой, для чего алмазные зерна омедняют или никелируют.
Металлическое покрытие создает оболочку вокруг зерна, которая механически охватывает зерно и мешает выпадать его осколкам, повышает сцепление алмазных зерен со связкой, улучшает тепловой режим работы круга, и позволяет повысить производительность съема металла и долговечность инструмента.
Перспективным является также применение алмазных кругов с ориентированными и равномерно расположенными алмазными зернами в круге, что позволяет, по сравнению с незакономерным хаотическим расположением зерен, улучшить условия шлифования и соответственно повысить стойкость инструмента. Ориентация алмазных зерен производится в электрическом поле, которые вначале закрепляются на рабочей поверхности инструмента синтетическим клеем.
Алмазоносный слой прочно соединяется с корпусом путем совместного прессования корпуса и алмазоносного слоя, приклеивания алмазоносного слоя синтетическим клеем, напрессовывания технологического кольца, имеющего алмазоносный слой.
Алмазные шлифовальные круги по форме аналогичны абразивным кругам из электрокорунда и карбида кремния. Они могут быть плоские прямого профиля (обозначение — АПП), плоские с одной или двумя выточками (АПВ и АПВД), чашечные круги (АЧК), тарельчатые круги (AT), фасонные круги (АФК) и др.
Фасонные алмазные круги могут быть получены путем прессования в фасонных пресс-формах и спекания. Таким путем изготовляются алмазные шеверы, предназначенные для зубошевингования термически обработанных зубчатых колес. Они представляют собой зубчатые колеса, эвольвентные боковые поверхности зубьев которых покрыты тонким алмазоносным слоем на металлической связке. Толщина алмазоносного слоя в зависимости от модуля колеблется от 0,25 до 2 мм. Правка алмазного шевера по профилю производится зубошлифованием кругами КЗ, электролитическим или электроискровым способами, взаимным обкатыванием двух алмазных шеверов, обкатыванием шевера со стальным эталонным зубчатым колесом, опущенным в маслоабразивную ванну, путем пластической деформации нагретого алмазоносного слоя при зацеплении шевера с эталонным термически обработанным зубчатым колесом. Пластическим деформированием алмазоносного слоя в ненагретом состоянии могут быть получены такие фасонные алмазные круги как многониточные круги для резьбошлифования. Формирование профиля этих кругов производится методом накатывания роликами алмазных кругов прямого профиля. Форма круга выбирается в соответствии с выполняемой технологической операцией. Как правило, у обычных алмазных кругов рабочая часть представляет собой алмазоносное кольцо. Наряду с этим предложены также алмазные многогранные круги, у которых рабочая часть выполнена в форме многогранника (рис.292), что позволяет создавать более целесообразные условия шлифования, повысить качество обработки и работоспособность инструмента.
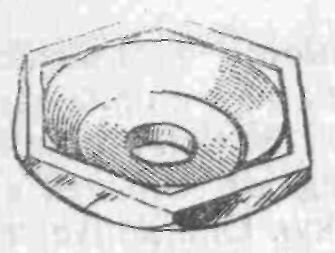
Рис. 292. Алмазный шестигранный круг
В процессе обработки рабочая поверхность алмазного круга может засаливаться. Для восстановления режущей способности круга чистят его рабочую поверхность. Для чистки алмазных кругов на органической связке применяют пемзу или мелкую шлифовальную шкурку, а на металлической связке — бруски из карбида кремния зеленого К325—16—СМ1—СМ2.
Абразивные ленты | Оглавление | Бруски для хонингования и суперфиниша
|
ПРОДАЖА инструмента |
Copyright © 2007-2009, Фреза, сверло, метчик, плашка, развертка, резцы и другой инструмент в Москве. All rights reserved