ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ
| ФРЕЗЫ |
| СВЕРЛА |
| РЕЗЦЫ |
| МЕТЧИКИ |
| ПЛАШКИ |
| РАЗВЕРТКИ |
| ПРОТЯЖКИ |
| ЗЕНКЕРЫ |
| Резание металлов |
| ИЗМЕРЕНИЕ |
Наружные протяжки | Оглавление | Инструменты для нарезания резьбы - назначение и типы
Протяжки
Наборы протяжек
Наборы протяжек находят применение, главным образом, при обработке наружных поверхностей сложного профиля на вертикально-протяжных станках.
Набор представляет собой корпус, в котором смонтированы отдельные протяжки, обрабатывающие соответствующие участки поверхности детали (рис. 148).
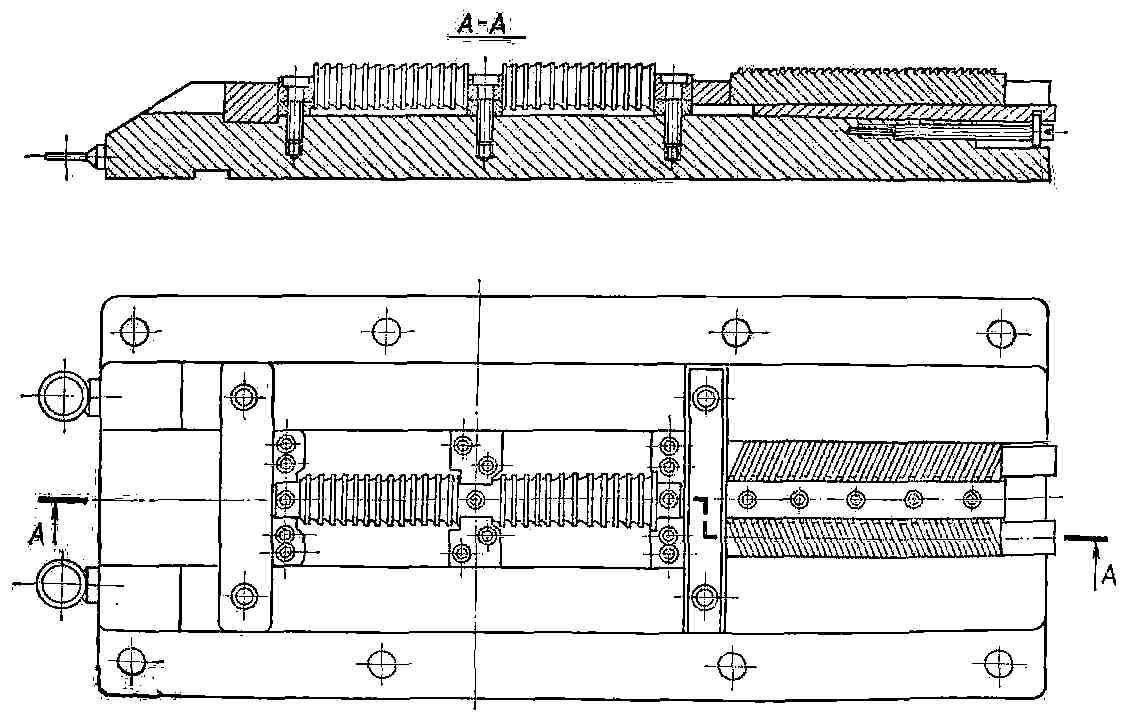
Рис. 148. Набор протяжек
Отдельные протяжки, входящие в набор, могут вводиться в работу одновременно или последовательно. Так, в рассматриваемом наборе первые две плоские протяжки одновременно производят протягивание плоскостей, а затем вступает в работу круглая протяжка, обрабатывающая участок детали с профилем, очерченным дугой окружности.
Одной из сложных задач при проектировании набора протяжек является разбивка обрабатываемого профиля на такие отдельные его элементы, при которых сконструированная для каждого элемента протяжка была бы наиболее простои и удобной в эксплуатации. При разбивании профиля на участки и компоновке набора с целью повышения производительности и сокращения длины инструмента следует стремиться к параллельной работе протяжек. Однако при конструировании наборов часто оказывается невозможным использовать параллельное расположение отдельных протяжек из-за чрезмерного усложнения корпуса, трудностей в размещении протяжек и элементов их крепления, перегрузки станка и чрезмерных деформаций детали при обработке, затруднительного отвода стружки при близком размещении протяжек друг к другу. Поэтому в большинстве случаев при протягивании сложных поверхностей целесообразно применять смешанное параллельно-последовательное расположение протяжек. Когда набор протяжек (рис. 149) получается значительной длины, превышающей длину хода станка, можно проработать вариант закрепления протяжек 1 на периодически поворачивающемся корпусе 2.
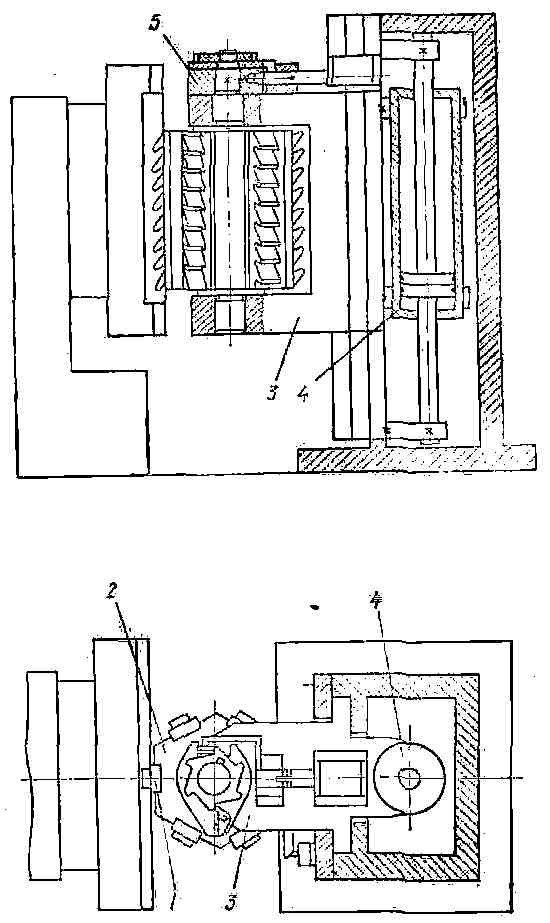
Рис. 149. Набор периодически поворачивающихся протяжек
Корпус устанавливается на салазках 3 совершающих возвратно-поступательное движение от гидроцилиндра 4. К верхней цапфе прикреплен делительный диск 5 и соответствующий поворотный механизм. Поворотом корпуса последовательно вводятся в работу секции протяжек. При этом зубья соседних секций протяжек могут быть направлены в противоположные стороны, что при обработке позволяет использовать, кроме прямого, также и обратный ход салазок.
Крепление протяжек к корпусам производится винтами, плоскими клиньями, накладками и т. п. Типовые способы крепления протяжек к корпусу изображены на рис. 150.
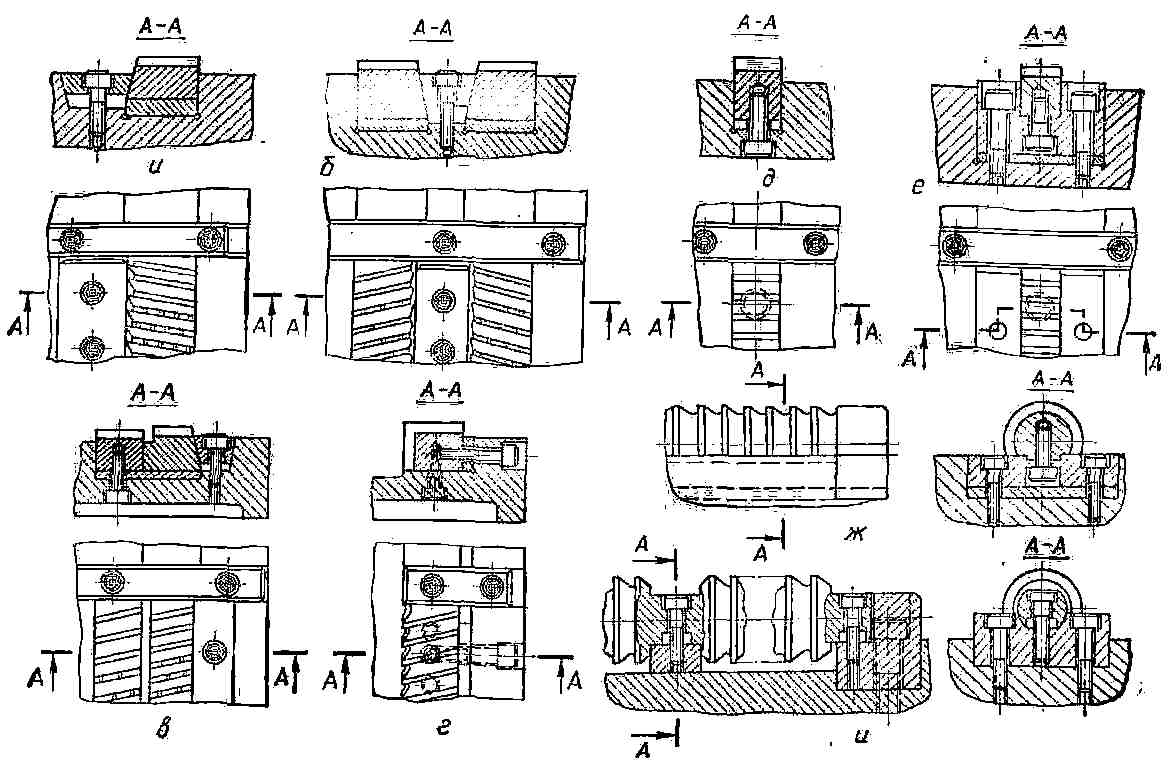
Рис. 150. Способы крепления наружных протяжек
Наиболее компактная конструкция получается при креплении протяжек винтами. У широких массивных протяжек относительно небольшой длины винты располагаются по концам сверху. В тех случаях, когда по конструктивным соображениям нельзя поставить винты по концам протяжки, крепление ее производится винтами, расположенными между зубьями. Такое крепление допустимо при большом шаге зубьев, когда головкой перерезается не более одного зуба.
Крепление протяжки винтами снизу является наиболее простым (рис. 150, д). Оно обеспечивает высокую прочность и жесткость. Но в этом случае переточка и настройка протяжек невозможна без снятия корпуса со станка. Этот недостаток устранен при креплении протяжек снизу в державке, которая в свою очередь прикрепляется к корпусу винтами сверху. При износе инструмента державка раскрепляется и производится переточка протяжки. Размещение винтов с двух сторон используется при креплении протяжек в углах корпусов (рис. 150, г). Для узких протяжек достаточен один ряд винтов, а для широких протяжек несколько рядов.
Крепление клиновидными прижимными планками применяется при закреплении тонких протяжек, когда применение винтов затруднительно и требуется регулирование набора протяжек непосредственно на протяжном станке.
Наборы протяжек часто включают круглые протяжки, которые крепятся стойками, имеющими полукруглые седла. Протяжки опираются цилиндрическими шейками на седла и закрепляются винтами. Углубления под головкой винта с обеих сторон отверстия в шейке позволяют после износа зубьев с одной стороны протяжку поворачивать на 180° и работать другой стороной. Подобное крепление рекомендуется при обработке поверхностей с радиусом не менее 15 мм. Полуцилиндрические про¬тяжки (рис. 150, ж) устанавливаются в паз державки с помощью продольного выступа и закрепляются винтами снизу. Это крепление отличается большой жесткостью, но из-за сложности изготовления инструмента применяется при протягивании поверхностей с радиусом, меньшим 15 мм.
От осевого сдвига протяжки удерживаются концевыми упорами, чаще всего имеющими форму призматических брусков, шириной 15—25 мм и высотой 12— 25 мм. Они помещаются в прямоугольном пазу, прорезанном поперек всего корпуса, и закрепляются двумя винтами. Когда форма детали не позволяет использовать эти длинные упоры, применяют в качестве упоров короткие поперечные врезные планки, либо накладные плитки, прикрепляемые к корпусу винтами и штифтами. Конструкция набора должна допускать регулирование протяжек по высоте с целью получения при обработке необходимых размеров сложного профиля детали. Регулирование производится при сборке нового набора, либо в процессе эксплуатации, когда требуемое положение режущих кромок отдельных протяжек нарушается в результате неравномерного износа зубьев или их переточек. Регулирование протяжек по высоте может производиться мерными плитками, располагаемыми между протяжкой и корпусом, либо специальными регулировочными клиньями, передвигаемыми вдоль протяжки (рис. 151).
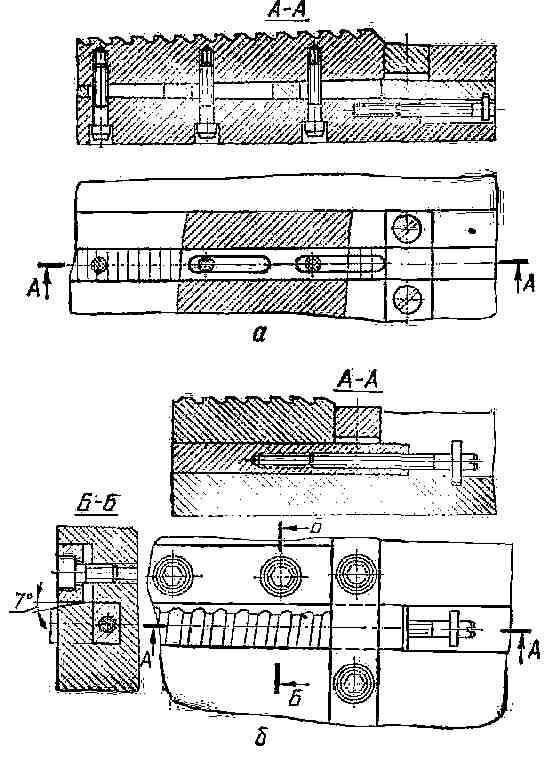
Рис. 151. Регулирование протяжек клиньями
Регулировочные клинья имеют угол наклона, равный 1° 30'— 2°, высоту тонкого конца — 5—8 мм. Их длина должна быть больше длины протяжки на величину наибольшего хода клина при регулировании, лежащего обычно в пределах 60—90 мм. Ширина клина берегся равной ширине опорной плоскости протяжки. При креплении протяжек винтами, отверстие в клине для их прохода должно быть продолговатой формы, дли¬ной, большей длины хода клина.
Для перемещения клиньев применяют специальные винты, расположенные обычно со стороны толстого конца. Регулировочные устройства усложняют конструкцию набора протяжек и снижают ее жесткость. Поэтому, избегая регулировочных устройств, погрешности изготовления протяжек, которые отражаются на точности обработанных деталей; устраняют при сборке набора путем сошлифовывания определенных слоев металла с опорной поверхности протяжки либо державки. Набор протяжек закрепляется на салазках вертикально-протяжных станков винтами, расположенными по обеим сторонам корпуса продольной и поперечной шпонок, входящих в канавки салазок.
Протяжки для обработки отверстий | Оглавление | Наборы протяжек
|
ПРОДАЖА инструмента |
Copyright © 2007-2009, Фреза, сверло, метчик, плашка, развертка, резцы и другой инструмент в Москве. All rights reserved