ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ
| ФРЕЗЫ |
| СВЕРЛА |
| РЕЗЦЫ |
| МЕТЧИКИ |
| ПЛАШКИ |
| РАЗВЕРТКИ |
| ПРОТЯЖКИ |
| ЗЕНКЕРЫ |
| Резание металлов |
| ИЗМЕРЕНИЕ |
Образование нароста и состояние материала под поверхностью резания
При резании металлов срезаемый слой в результате пластического деформирования приобретает повышенную физическую активность и, будучи плотно прижатым силами нормального давления к передней поверхности режущего инструмента, схватывается (сваривается) с ней.
Схватыванию обрабатываемого материала с материалом инструмента способствуют высокая температура в зоне резания и то обстоятельство, что при резании в контакт вступают вновь образованные ювенильные физико-химически чистые, свободные от каких-либо пленок поверхности. Первоначально на поверхности контакта стружки с передней поверхностью происходят точечные контакты с образованием налипов на передней поверхности. С течением времени число таких налипов растет и они покрывают площадь контакта сплошной тонкой пленкой из обрабатываемого материала, которая называется первослоем. Поскольку этот первослой обладает абсолютным сродством с обрабатываемым материалом, акты схватывания между ними происходят чаще и интенсивнее с образованием более крупных наслоений. Схватывание и наслаивание микрообъемов обрабатываемого металла на переднюю поверхность инструмента приводит к образованию на ней слоя упрочненного микролегированного материала, прочно соединенного с инструментом. Процессы периодического cхватывания и последовательного наслаивания упрочненного материала стружки повторяются многократно, в результате на передней поверхности образуется новое довольно крупное тело, называемое наростом. Из представленной на рис. 1 фотографии хорошо видно ярко выраженное слоистое строение нароста. Форма нароста зависит от свойств обрабатываемого материала, элементов режима резания и других конкретных условий обработки. Нарост состоит из основания и вершины. Вершина является неустойчивой частью нароста, она, по мере увеличения высоты нароста, разрушается и уносится из зоны стружкообразования, сходящей по ней стружкой (как это видно на рис. 1) или поверхностью резания обрабатываемой заготовки (см. рис. 4)
Рис. 1. Строение нароста
Из параметров режима резания на интенсивность образования, размеры и форму нароста наиболее сильно влияет скорость резания. На очень малых скоростях резания нарост не удерживается на передней поверхности металлорежущего инструмента, из-за мелко-элементной сыпучей стружки с увеличением скорости интенсивность образования нароста возрастает лишь до какого-то значения скорости, после которого интенсивность его образования и размеры начинают уменьшаться.
На рис. 2 представлены корни стружки, полученные, при точении стали 45 с разными скоростями резания.
Рис. 2. Корни стружки с наростом, полученные при точении, стали 45. Скорость резания: а. — 13, б. — 28 и в. — 55 м/мин
Здесь видно, что скорость резания сильно влияет на размеры и форму нароста. Нарост наибольшей высоты образуется на скорости 13 м/мин. На скорости 28 м/мин. образуется нарост меньшей высоты и другой формы. На сравнительно большой скорости резания 55м./мин. нароста уже почти нет. Можно предположить, что на такой скорости температура в зоне резания выше температуры «отдыха» обрабатываемого материала, под влиянием которой материал нароста разупрочняется и не может противостоять истирающему действию обрабатываемого материала.
Поскольку нарост образуется из сильно деформированного металла, твердость которого намного больше твердости исходного обрабатываемого, то и нарост в целом имеет высокую твердость, в 2...3 раза превосходящую твердость обрабатываемого материала. Наличие высокой твердости позволяет наросту успешно противостоять воздействию стружки и выполнять работу самого режущего инструмента. Он служит продолжением инструмента и принимает на себя его функции. Химический и микроструктурный анализы нароста показали, что в составе нароста задерживается наиболее сильно упрочняющаяся перлитная структурная составляющая обрабатываемого материала, которая и обеспечивает высокую твердость нароста.
Нарост на режущем инструменте образуется не всегда, а только в тех случаях, когда условия резания благоприятствуют этому. Необходимыми условиями существования нароста являются следующие:
-
Обрабатываемый материал должен обладать способностью упрочняться при пластическом деформировании.
-
Температура в зоне резания должна быть ниже той температуры, при которой происходит разупрочнение материала нароста.
-
Должна образовываться сливная стружка. При образовании стружек скалывания нарост не удерживается на передней поверхности вследствие прерывистости процесса резания.
-
Коэффициент трения в зоне контакта обрабатываемого материала с передней поверхностью должен быть больше единицы.
Если условия для существования нароста вполне подходящие, нарост
образуется и существенно влияет на параметры процесса резания и состояние
обработанной поверхности (рис. 5.3). Образование нароста изменяет фактическую
геометрию инструмента, передний угол увеличивается и становится больше переднего
угла, приданного инструменту при его заточке ( ).
Процесс резания происходит легче. Поверхность нароста, обращенная к стружке,
становится продолжением передней поверхности инструмента. Изменение фактического
угла резания вызывает изменение характера процесса образования стружки.
).
Процесс резания происходит легче. Поверхность нароста, обращенная к стружке,
становится продолжением передней поверхности инструмента. Изменение фактического
угла резания вызывает изменение характера процесса образования стружки.
Рис. 3. Влияние нароста на величину переднего угла, толщину среза и шероховатость поверхности резания
В случае свешивания вершины нароста над задней поверхностью
инструмента изменяется фактическая толщина среза. Фактически толщина среза  .
Сказанное, иллюстрируется, представленной на рис. 3 схемой зоны резания с
наростом и иллюстрируется представленной на рис. 4 фотографией нароста,
полученного, при резании коррозионностойкой стали 12Х18Н10Т. На ней случайно, но
очень удачно запечатлен момент разрушения вершины нароста, которая уносится из
зоны
.
Сказанное, иллюстрируется, представленной на рис. 3 схемой зоны резания с
наростом и иллюстрируется представленной на рис. 4 фотографией нароста,
полученного, при резании коррозионностойкой стали 12Х18Н10Т. На ней случайно, но
очень удачно запечатлен момент разрушения вершины нароста, которая уносится из
зоны
Рис. 4. Корень стружки с разрушающимся наростом
образования стружки с поверхностью резания.
А – часть вершины нароста на поверхности резания,
 – угол скалывания до разрушения
нароста,
– угол скалывания до разрушения
нароста,
 – угол скалывания после
разрушения нароста.
– угол скалывания после
разрушения нароста.
Здесь надо обратить внимание на изменение положения плоскости
скалывания. Вслед за разрушением нароста уменьшается угол скалывания  и увеличивается толщина образующейся стружки. Нарост
представляет собой тело твердое, но неустойчивое, он периодически разрушается, и
фактическая толщина среза постоянно меняется вслед за изменением размера
нароста. По этой причине обработанная поверхность получается неровной, со
следами надиров и вырывов. Располагаясь на передней поверхности и свешиваясь над
задней поверхностью, нарост закрывает главную режущую кромку и предохраняет ее
от разрушения.
и увеличивается толщина образующейся стружки. Нарост
представляет собой тело твердое, но неустойчивое, он периодически разрушается, и
фактическая толщина среза постоянно меняется вслед за изменением размера
нароста. По этой причине обработанная поверхность получается неровной, со
следами надиров и вырывов. Располагаясь на передней поверхности и свешиваясь над
задней поверхностью, нарост закрывает главную режущую кромку и предохраняет ее
от разрушения.
В некоторых случаях нарост бывает настолько устойчив, что в течение всего периода резания исключает контакт стружки с передней поверхностью инструмента. Так на рис. 5 представлены фотографии быстрорежущего проходного упорного резца с наростом и после его удаления.
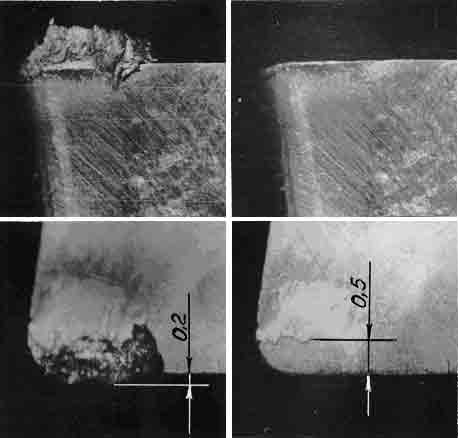
Рис. 5. Фотографии проходного упорного резца со стороны главной задней поверхности (вверху ) и со стороны передней поверхности (внизу ), с наростом (слева ) и после его удаления (справа )
После удаления нароста на передней поверхности резца «под наростом» обнаружились следы доводки передней поверхности порошком карбида бора.
Эти следы в виде мелких царапин стертые за пределами нароста, свидетельствуют о том, что нарост надежно защищал переднюю поверхность от действия стружки в течении всего времени резания.
Образование нароста, защищающего режущий инструмент от изнашивания, в этом смысле следовало бы признать полезным явлением. Однако, несмотря на это, явление образования нароста следует признать нежелательным, как неуправляемое.
Кроме образования нароста при срезании стружки происходит
деформация материала под поверхностью резания. Обрабатываемый материал здесь
подвергается упругопластической деформации. Это происходит по двум причинам.
Во-первых, потому, что режущее лезвие всегда имеет какое-то округление радиусом
 (рис. 6).
(рис. 6).
Рис. 6. Деформация и упругое последействие в зоне резания
По этой причине разделение металла происходит не по линии 1–1, а по линии 2–2. Металл под линией 2–2 проволакивается под округленной частью режущего лезвия и пластически деформируется. Во-вторых, поскольку пластической деформации предшествует упругая деформация, восстанавливающаяся после прохождения инструмента, имеет место подъем поверхности резания на величину упругого последствия «Y». Прижатый к задней поверхности материал трется об нее и еще раз пластически деформируется.
В силу этих причин материал под поверхностью резания оказывается пластически деформированным, в нем появляются остаточные напряжения, уравновешивающиеся внутри объема металла под поверхностью резания.
Верхние слои металла оказываются сильно разрушенными. Анализ состояния металла под поверхностью резания (см. рис.5.6) показывает, что там обнаруживаются 3 зоны: I – зона больших пластических деформаций; II – зона наклепанного металла; III – зона исходного металла. Состояние материала под поверхностью резания в целом оценивается: 1-глубиной проникновения пластической деформации h и степенью упрочнения его поверхностных слоев C. Степенью упрочнения называется отношение твердости упрочненного поверхностного слоя к твердости основного (недеформированного) металла:
 .
.Степень упрочнения и глубина деформации зависят от толщины среза,
скорости резания, геометрии режущего инструмента, свойств обрабатываемого
материала и других факторов.
Данный материал основан на лекциях Подгоркова Владимира Викторовича (д.т.н., проф. кафедры ТАМ, Ивановский государственний энергетический университет)
|
ПРОДАЖА инструмента |
Copyright © 2007-2009, Фреза, сверло, метчик, плашка, развертка, резцы и другой инструмент в Москве. All rights reserved