ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ
| ФРЕЗЫ |
| СВЕРЛА |
| РЕЗЦЫ |
| МЕТЧИКИ |
| ПЛАШКИ |
| РАЗВЕРТКИ |
| ПРОТЯЖКИ |
| ЗЕНКЕРЫ |
| Резание металлов |
| ИЗМЕРЕНИЕ |
Роль внешней среды при резании металлов
1. Действия внешних сред в зоне резания
Напряженность процесса резания, интенсивность изнашивания режущего инструмента и качество обработанной поверхности зависят от свойств той внешней среды, в которой осуществляется резание. Окружающий зону резания атмосферный воздух является активной естественной внешней средой, благотворно влияющей на процесс резания. Кислород воздуха активно участвует в образовании пленок оксидов на поверхностях инструмента и обрабатываемого материала. Эти пленки экранируют силы молекулярного взаимодействия и предотвращают адгезионное схватывание и образование мостиков холодного сваривания инструментального и обрабатываемого материалов. Резание в вакууме, без кислорода, практически невозможно, вместо образования привычного вида стружки происходит комкование срезаемого слоя металла на передней поверхности инструмента; резание происходит неустойчиво с большими колебаниями силы резания, рывками и грубой вибрацией. Для улучшения трибологической обстановки в зоне резания применяют искусственные технологические среды. Направленное изменение свойств этих сред является одним из путей управления процессом резания и изнашивания режущих инструментов. Искусственно вводимые в зону резания среды могут быть жидкими, твердыми или газообразными.
Наиболее часто в качестве внешних сред, благотворно влияющих на процесс резания и изнашивания режущих инструментов, издавна применяются различные смазочно-охлаждающие жидкости (СОЖ). Первые исследования влияния смазочно-охлаждающих жидкостей на процесс резания и качество обрабатываемой поверхности проведены в нашей стране в начале 20-го века. По своему составу и виду основы смазочно-охлаждающие жидкости подразделяются на три группы: масляные жидкости, водные эмульсии минеральных масел и синтетические жидкости.
Масляные СОЖ представляют собой минеральные масла, в которые добавлены антифрикционные, антиадгезионные, противозадирные и другие присадки и ингибиторы коррозии. Активными (режущими) присадками служат масла и жиры растительного и животного происхождения и вещества, содержащие фосфор, хлор, серу. Общий объем присадок в масляных СОЖ может доходить до 40%.
Водные эмульсии минеральных масел приготавливаются из воды и эмульсолов. Содержание эмульсола в воде обычно бывает от 2 до 10%, в зависимости от вида выполняемой операции и напряженности режима резания. В состав эмульсолов входят: минеральное масло, эмульгаторы, ингибиторы коррозии, бактерицидные, антиизносные, антипенные и другие присадки. При смешивании эмульсола с водой образуется непрозрачная эмульсия молочно-белого цвета.
Синтетические СОЖ представляют собой водные растворы водорастворимых полимеров, поверхностно-активных веществ (ПАВ) и ингибиторов коррозии.
Смазочно-охлаждающие жидкости, подаваемые в зону резания, оказывают смазочное, охлаждающее и моющее действия. Роль и значение каждого из этих действий зависят от вида операции механической обработки и свойств обрабатываемого и инструментального материалов.
Моющее действие СОЖ заключается в образовании на мелких частицах стружки, нароста и продуктах износа адсорбционных пленок, препятствующих их слипанию. В результате частицы легко уносятся струей СОЖ, что приводит к уменьшению абразивного износа режущего инструмента. Охлаждающее действие СОЖ проявляется, как в поглощении уже выделившейся теплоты, так и в устранении или уменьшении причин ее выделения. Уменьшение температуры в зоне резания и охлаждение режущего инструмента способствуют сохранению режущих свойств инструмента и износостойкости инструментального материала.
Смазочное действие СОЖ заключается в образовании на трущихся поверхностях различных по своей физико-химической природе пленок, уменьшающих силы трения и износ контактирующих поверхностей путем предотвращения или ограничения явлений адгезии и схватывания обрабатываемого материала с материалом режущего инструмента.
В настоящее время мнение большинства исследователей склоняется к тому, что смазочное действие СОЖ является их основным и наиболее значимым действием во всем возможном диапазоне скоростей и температуры резания.
Работами академика П.А. Ребиндера и его школы установлено, что совместно с внешнесмазочным действием адсорбционных пленок смазочно-охлаждающие жидкости в определенных условиях могут оказывать “внутреннее смазочное действие”. Поверхностно-активные вещества, входящие в состав смазочно-охлаждающих жидкостей, проникают в зону деформации по плоскостям скольжения в отдельных зернах обрабатываемого металла и тем самым облегчают процесс пластической деформации срезаемого слоя. Продукты распада адсорбированных поверхностно-активных веществ внедряются в кристаллическую решетку наиболее деформированных зерен металла, переводя его в более хрупкое состояние. Такое охрупчивание приводит к уменьшению величины предельной пластической деформации срезаемого слоя перед разрушением и уменьшению работы резания.
2. Проникновение внешней среды на поверхности контакта режущего инструмента с обрабатываемым материалом.
Проявление благотворного влияния технологических сред на процесс резания и изнашивания режущего инструмента возможно лишь при условии проникновения их на поверхности контакта

Рис. 1. Микрофотография корня стружки скалывания, полученного при точении стали 12Х18Н10Т
режущего инструмента с обрабатываемым материалом. При низких скоростях резания контакт режущего инструмента и обрабатываемого материала не сплошной и вся зона его испещрена мельчайшими порами – капиллярами размером от долей микрометра до нескольких их десятков. Периодическое торможение и остановка отдельных объемов срезаемого слоя металла на поверхности инструмента вызывают образование вакуумных полостей, способствующих проникновению смазочной жидкости или иной технологической среды в зону резания и образованию смазочных слоев на поверхностях контакта режущего инструмента с обрабатываемым материалом. Сказанное иллюстрируется микрофотографией корня стружки на рис. 1, полученной при точении коррозионно-стойкой стали 12Х18Н10Т резцом из быстрорежущей стали Р18. Посмотрите на эту уже знакомую вам фотографию с новой позиции оценки возможности проникновения среды в зону резания и на поверхности контакта инструмента с обрабатываемым материалом. Здесь видно, что отдельные элементы типичной стружки скалывания разделены между собой капиллярами, насквозь пронизывающими стружку на всю ее толщину, с прирезцовой стороны стружки рядом с каждым
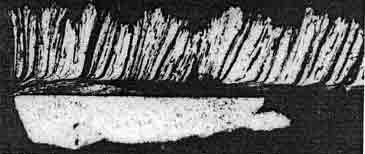
Рис. 2. Микрофотография сливной стружки стали 12Х18Н10Т
элементом видны вакуумные полости, ширина которых составляет примерно третью – четвертую часть ширины основания элемента стружки. При образовании сливной стружки отдельные элементы ее слабо различимы, но капилляры в ней видны достаточно четко, например, на фотографии рис. 2. Вакуумные полости образуются также в результате частичного разрушения нароста.

Рис. 3. Корень стружки с наростом
Справа от основания нароста видна часть вершины нароста. Между основанием нароста, в передней его части, и обрабатываемым материалом образовалась вакуумная полость.
На рис. 3 и 4 представлены микрофотографии корней стружки с наростом. Здесь видны вакуумные полости, образовавшиеся при отрыве или разрушении части вершины нароста сходящей по нему стружкой. Представленные фотографии убедительно показывают, наличие капилляров и полостей, которые образуются в процессе резания и, естественно, заполняются окружающей зону резания технологической средой. Среда таким путем поступает на поверхность контакта инструмента с обрабатываемым материалом.

Рис. 4. Нарост с разрушенной вершиной
Кроме того, при резании металлов низкочастотные колебания
заготовки не совпадают по фазе с высокочастотными колебаниями инструмента, в
результате чего поверхность контакта его с обрабатываемым материалом
периодически становится открытой для проникновения внешней среды на поверхности
контакта режущего инструмента с обрабатываемым материалом. Это предположение
поясняется схемой на рис. 5. Согласно этой схеме в какой-то текущий момент,
например,  заготовка 1 и инструмент 2 в своих
колебаниях движутся навстречу друг другу, их контакт уплотняется, при этом
условия проникновения внешней среды ухудшаются. Однако, в какой-то следующий
момент
заготовка 1 и инструмент 2 в своих
колебаниях движутся навстречу друг другу, их контакт уплотняется, при этом
условия проникновения внешней среды ухудшаются. Однако, в какой-то следующий
момент  заготовка и инструмент идут в разные
стороны, а в момент
заготовка и инструмент идут в разные
стороны, а в момент  они перемещаются в одну
сторону, но с разными скоростями. Эти примеры показывают, что в разные моменты
времени плотность контакта инструмента с обрабатываемым материалом различна и
достаточно велика вероятность полного нарушения контакта и образования открытых
каналов для проникновения в них окружающей среды и образования смазочных
слоев.
они перемещаются в одну
сторону, но с разными скоростями. Эти примеры показывают, что в разные моменты
времени плотность контакта инструмента с обрабатываемым материалом различна и
достаточно велика вероятность полного нарушения контакта и образования открытых
каналов для проникновения в них окружающей среды и образования смазочных
слоев.
Рис. 5. Схема колебательных движений заготовки 1 и режущего инструмента 2 в процессе резания
Хотя механизм проникновения технологических сред в зону резания до настоящего времени остается предметом обсуждения, установленным является тот факт, что СОЖ и другие среды, несмотря на громадные давления, проникают на поверхности контакта и существенно влияют на процесс резания и изнашивания режущего инструмента, Поскольку температура в зоне резания почти всегда выше 100 oС, жидкость попадает на поверхности контакта не в обычном своем агрегатном состоянии, а в виде паров и отдельных частиц – молекул, их радикалов или ионов.
Путем применения СОЖ можно существенно повысить экономичность механической обработки. В некоторых случаях применение эффективной технологической среды является единственным техническим средством, обеспечивающим возможность нормального резания. Решение вопросов применения СОЖ и других сред при резании металлов осуществляется двумя путями: синтезированием эффективных смазочно-охлаждающих жидкостей и разработкой новых способов подачи их в зону резания, путем создания новых технологических сред.
Эффективность какой-либо технологической среды может оцениваться коэффициентом увеличения стойкости инструмента КТ, представляющим собой отношение стойкости режущего инструмента ТТ.С., при применении какой-то технологической среды или выбранного какого-то способа ее подачи, к стойкости режущего инструмента на той же технологической операции и при том же режиме резания, в среде атмосферного воздуха Твозд.
 .
.Здесь видно, что чем эффективнее среда или метод ее подачи, тем больше значение этого коэффициента.
Применение СОЖ обычно обеспечивает увеличение стойкости режущего
инструмента в 1,5 – 2,0 раза. Соответственно этому и коэффициент увеличения
стойкости имеет значения КТ = 1,5 – 2,0 в зависимости от химического
состава, смазочно-охлаждающей жидкости и способа ее подачи в зону резания.
Данный материал основан на лекциях Подгоркова Владимира Викторовича (д.т.н., проф. кафедры ТАМ, Ивановский государственний энергетический университет)
|
ПРОДАЖА инструмента |
Copyright © 2007-2009, Фреза, сверло, метчик, плашка, развертка, резцы и другой инструмент в Москве. All rights reserved