ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ
| ФРЕЗЫ |
| СВЕРЛА |
| РЕЗЦЫ |
| МЕТЧИКИ |
| ПЛАШКИ |
| РАЗВЕРТКИ |
| ПРОТЯЖКИ |
| ЗЕНКЕРЫ |
| Резание металлов |
| ИЗМЕРЕНИЕ |
Зенкеры
Обработка металла зенкерами
Общая информация
Зенкеры применяются для увеличения диаметров цилиндрических отверстий, с целью повышения их точности и чистоты поверхности, получения отверстий заданного профиля, а также для обработки торцовых поверхностей. Кинематика резания при зенкеровании, подобно сверлению, сводится к вращению зенкера вокруг своей оси и поступательному движению подачи вдоль оси инструмента.
По виду обработки зенкеры разделяются на следующие основные группы:
цилиндрические зенкеры, служащие для расширения на 1,0—8 мм цилиндрических отверстий (рис. 61, а);
цилиндрические зенкеры с направляющей цапфой, предназначенные для обработки цилиндрических углублений под головки винтов {рис. 61, б);
конические зенкеры для обработки конических углублений под головки винтов, гнезд под клапаны, снятия фасок и т. п. (рис. 61, в);
торцовые зенкеры для зачистки торцовых плоскостей бобышек, приливов и т. п. (рис. 61, г).
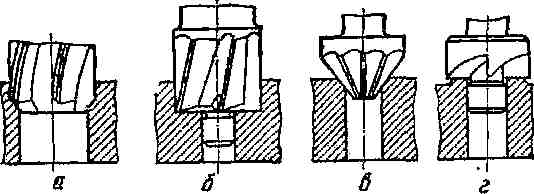
Рис. 61. Типы зенкеров
По способу крепления зенкеры делятся на хвостовые и насадные. Они могут быть цельными и сборными, изготовленными из инструментальных сталей или твердосплавными.
Цилиндрические зенкеры для расширения отверстий наиболее широко распространены в промышленности. Они позволяют получить отверстие 4-го класса точности и чистоту обработанной поверхности в пределах 3-5-го классов. Цельный цилиндрический зенкер состоит из режущей части (рис. 62), направляющей или калибрующей части, шейки хвостовика.
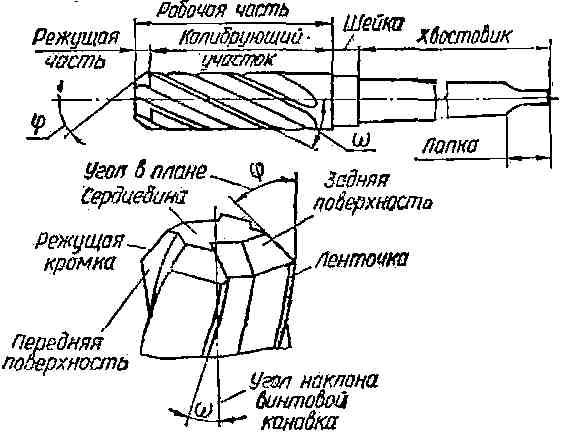
Рис. 62. Элементы цилиндрического зенкера
В отличие от сверла цилиндрический зенкер имеет большее число зубьев и увеличенный диаметр сердцевины, благодаря чему повышается жесткость инструмента, обеспечивается лучшее направление его в отверстии. Глубина резания при зенкеровании меньше, чем при сверлении, поэтому у зенкера отсутствует поперечная кромка, а его режущие кромки имеют сравнительно небольшие размеры и располагаются на периферии.
Направляющая часть зенкера необходима для направления его при работе, придает отверстию окончательные размеры и чистоту поверхности, является запасом на переточку и обеспечивает удаление стружки по канавкам из зоны резания.
Хвостовики служат для крепления зенкера на станке. Они бывают конической или цилиндрической формы. Наиболее распространенные зенкеры с коническим хвостовиком.
Чтобы обеспечить соосность цилиндрического углубления с предварительно обработанным отверстием, зенкеры для цилиндрических углублений снабжаются направляющей цапфой. Она изготовляется как одно целое с зенкером (рис. 63, а) или съемной (рис. 63,б).
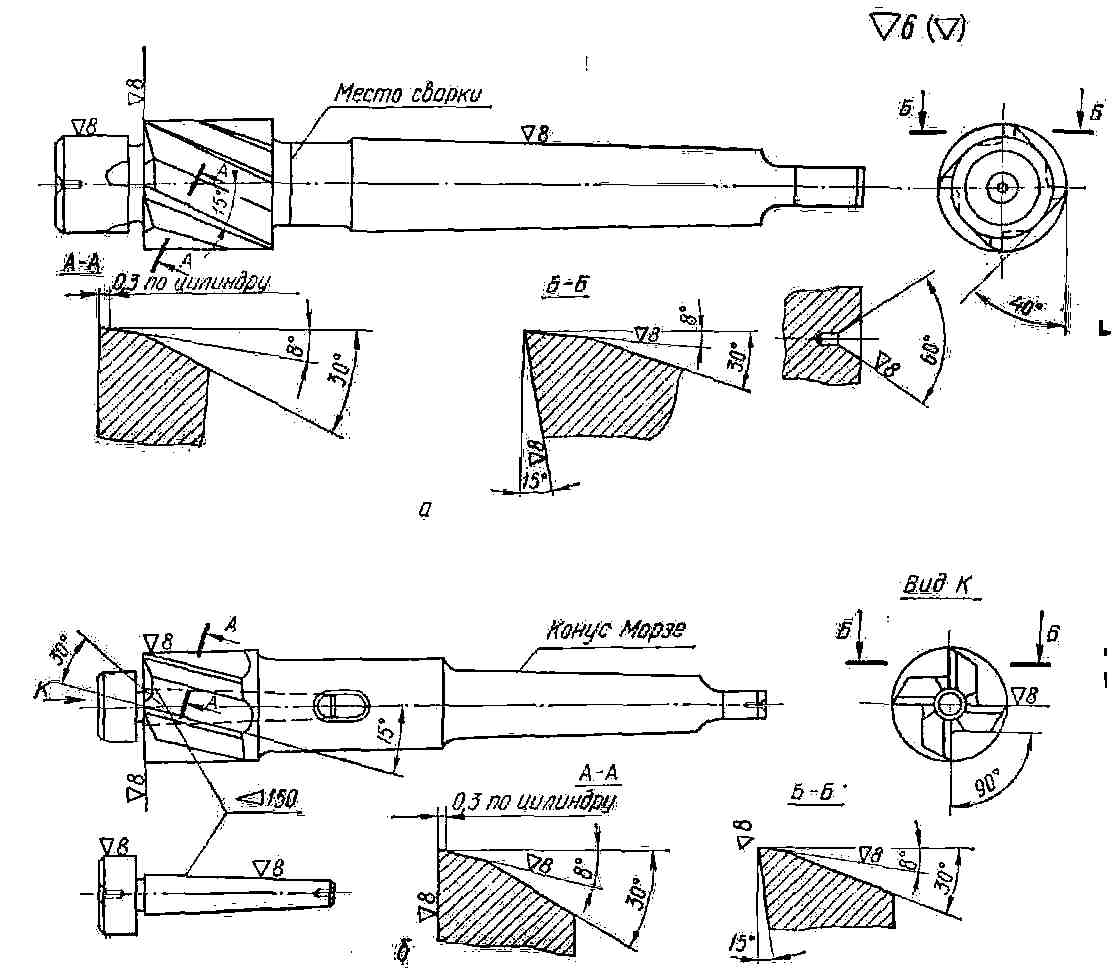
Рис 63. Зенкеры для цилиндрических углублений
Зенкеры со съемной цапфой проще затачивать, так как заточка торцовых зубьев производится при снятой цапфе. У зенкеров же с цапфой, изготовленной как одно целое с корпусом, при переточках стачивается и направляющая цапфа, в результате чего после ряда переточек зенкер становится непригодным для работы.
Сменная направляющая часть расширяет область применения зенкера, так как позволяет устанавливать цапфы разных диаметров и обрабатывать различные отверстия.
Главные режущие кромки зенкера располагаются на торце в плоскости, перпендикулярной его оси. Поэтому обеспечивается обработка цилиндрических углублений с плоским торцом. Число зубьев рассматриваемого инструмента принимается равным четырем.
У зенкеров из быстрорежущей стали стружечные канавки делаются винтовыми (ОМЕГА = 10- 15°). При обработке же отверстий в чугунном и стальном литье со стороны необработанных поверхностей целесообразно применять твердосплавные зенкеры, которые имеют наклонные стружечные канавки с плоской передней поверхностью. Зенкер крепится коническим хвостовиком.
Зенкеры с цилиндрическим хвостовиком также находят применение под быстросменный патрон. Преимуществом этой конструкции является быстрота установки и снятия инструмента. Однако цилиндрический хвостовик по сравнению с коническим дает худшее центрирование инструмента, поэтому его используют для менее ответственной обработки.
Зенкеры для конических углублений (рис. 64) предназначаются для обработки конических отверстий небольшой глубины.
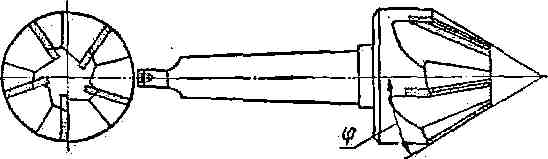
Рис. 64. Зенкер для конических углублений
Они имеют прямые зубья с плоской передней поверхностью. В зависимости от размеров число зубьев конического зенкера колеблется от 6 до 12. Толщина сердцевины на торце выбирается 0,1D, диаметр торца (0,15—0,18)D, а ширина задней поверхности зуба р = 0,6-:- 1,2 мм. Угол ТЕТА впадины зуба принимается в соответствии с углами профиля угловых фрез, с помощью которых ведется обработка стружечных канавок зенкера, равным 90° — 75°.
Для соблюдения постоянства ширины р на всем протяжении зуба, лри выбранном значении угла ТЕТА, необходимо определить соответствующую им величину угла наклона БЕТА дна канавки зенкера (рис. 65).
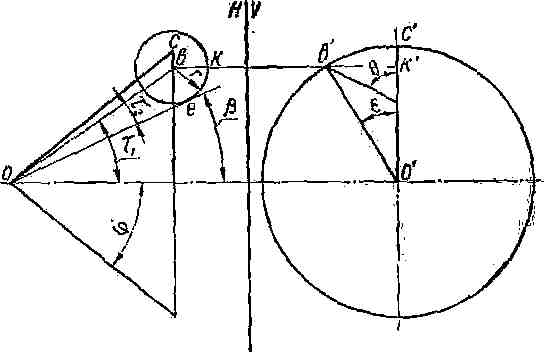
Рис. 65. Схема определения формы стружечной канавки зенкера
Допустим, что зуб зенкера имеет передний угол ГАММА = 0 и режущие кромки зубьев располагаются по образующим конической поверхности. Одной из режущих кромок пусть будет образующая ОС, а смежная с ней режущая кромка — ОВ. Угол ЭПСЕЛОН между проекциями о'с' и о'b' режущих кромок на плоскость V, перпендикулярную оси зенкера, равен:

где z — число зубьев зенкера.
Угол при вершине конического зенкера обозначим 2ФИ, а угол профиля зуба, в нормальном к дну канавки сечении, обозначим ТЕТА. Он будет равен углу профиля угловой фрезы, предназначенной для фрезерования канавок. Передняя плоскость зуба, имеющего режущую кромку ОС, так как передний угол равен нулю, будет параллельна плоскости Н.
Рассмотрим случай, когда ширина фаски на зубьях равна нулю р = 0 и стружечная канавка не имеет закругления во впадине. Тогда плоскость, ограничивающая спинку зуба, пройдет через режущую кромку ОВ, которую необходимо провести таким образом, чтобы обеспечить получение канавки с углом профиля ТЕТА. Для этого через точку В проведем перпендикуляр ВК к передней плоскости. Примем эту прямую ВК за ось конуса, у которого вершиной будет точка В, а образующие пойдут под углом ТЕТА к передней плоскости. Основанием конуса будет окружность радиуса r, расположенная в передней плоскости. Плоскость, ограничивающая спинку зуба, будет касаться рассматриваемого конуса и проходить через режущую хромку ОВ. В этом случае линия ОЕ касательная к окружности радиуса r, будет линией пересечения обоих плоскостей, ограничивающих канавку зуба зенкера. Угол между этой линией ОЕ и осью зенкера будет искомым углом БЕТА. По построению он равен:
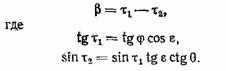
При проектировании конических зенкеров, у которых больший и меньший диаметры значительно отличаются друг от друга, возникает затруднение в выборе числа зубьев, так как при одном и том же числе зубьев на крайних участках получается большая разница в окружных шагах. В этом случае рабочая часть зенкера разбивается на ряд участков. При переходе от участка с большими диаметральными размерами к участку с меньшими (рис. 66) уменьшают вдвое число зубьев, либо у малого торца производится срезание режущих кромок через зуб на длину 1,5 - 5,0 мм.
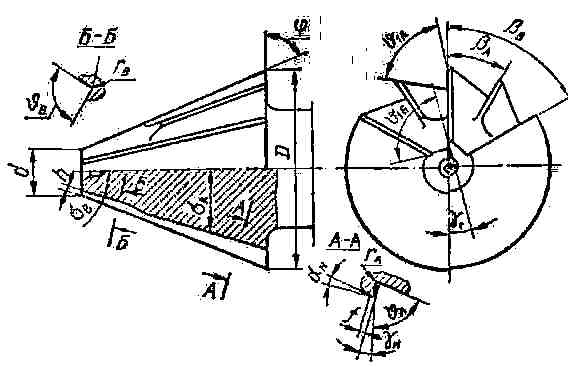
Рис. 66. Конический зенкер с частично срезанными зубьями
Торцовые зенкеры (рис. 67) предназначаются для обработки торцовых плоскостей бобышек, различных приливов и т. п.
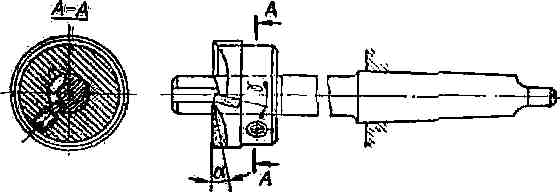
Рис. 67. Торцовый зенкер
Эти зенкеры имеют зубья, расположенные только на торце, число которых колеблется от 4 до 6. В целях облегчения работы рекомендуется на зенкерах, имеющих значительные по длине режущие кромки, делать в шахматном порядке стружкоразделительвые канавки.
Такие зенкеры бывают односторонние и двусторонние. Двусторонние имеют режущие зубья на обоих торцах.
Зубья торцовых зенкеров часто выполняются твердосплавными особенно при обработке чугунных заготовок.
Зенкеры цилиндрические для расширения отверстий
Они предназначены для увеличения диаметров цилиндрических отверстий. По принципу работы напоминают сверла, но глубина резания при зенкеровании меньше, чем при сверлении. Поэтому зенкер не имеет режущих кромок в центральной зоне.
Зенкер представляет собой исходный цилиндрический стержень, сопряженный с обрабатываемым отверстием. Диаметр зенкера, т. е. диаметр исходной цилиндрической поверхности, на которой могут располагаться профилирующие точки режущих кромок, устанавливается в зависимости от его назначения. Если зенкер предназначен для окончательной обработки отверстий, то его диаметр выбирается по диаметру отверстия с учетом допуска на отверстие, величины разбивания и запаса на износ.
Номинальный диаметр зенкера, равный его максимально возможному диаметру, выбирается меньше максимального диаметра обрабатываемого отверстия на величину «разбивки». Величина «разбивки» зависит от условий работы зенкера, состояния станка, упругих деформаций тела обрабатываемой детали, нагрева детали и инструмента, особенно при обработке на больших скоростях резания. Ориентировочно можно считать, что величина «разбивания» отверстия при зенкеровании равна 0,3—0,4 допуска на обрабатываемое отверстие. Если зенкер предназначен для предварительной обработки отверстия, то его диаметр выбирается с учетом величины припуска под последующую обработку.
Чтобы превратить исходный цилиндр в зенкер, необходимо прорезать стружечные канавки, т. е. создать переднюю поверхность и пространство для схода образующейся при резании стружки. Число стружечных канавок обычно равно 3—4. В том случае, когда необходимо срезать большой припуск, применяют двузубые зенкеры, имеющие увеличенные стружечные канавки. Подобно сверлам цельные зенкеры (рис. 68, а) имеют винтовые стружечные канавки. Часть поверхности канавки является винтовой передней поверхностью зенкера.
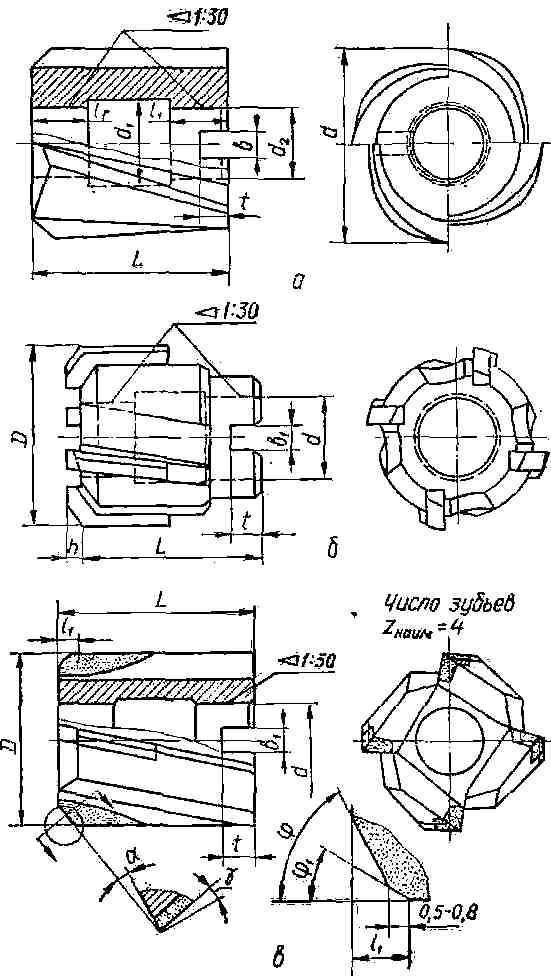
Рис. 68. Зенкеры для расширения цилиндрических отверстий
Зенкеры сборные (рис. 68, б) со вставными ножами из быстрорежущей стали или оснащенные пластинками твердого сплава (рис. 68, в) выполняются с плоской передней поверхностью.
Профиль канавок зенкера делается различный. У спиральных хвостовых зенкеров профиль канавки аналогичен профилю канавки сверла (рис. 69, а) и отличается только меньшей глубиной и большим числом канавок. Для четырехзубых насадных зенкеров применяется криволинейный профиль канавки (рис. 69, б). Угловой профиль канавок также применяется у насадных зенкеров. Изготовление канавок такого профиля производится угловыми фрезами с углом профиля ТЕТА = 110°.
Канавки зенкера должны обеспечить достаточное пространство для размещения и отвода стружки. При недостаточном объеме канавки стружка сминается и даже пакетируется, что ведет к поломке режущего инструмента. Глубина канавки h ко¬леблется в пределах h = (0,27 -:- 0,1) d, а диаметр сердцевины D1 = (0,45-:-0,8)d для зенкеров диаметром от 10 до 80 мм/
С целью улучшения направления при работе каждый зуб зенкера снабжается цилиндрической ленточкой шириной f = (0,1 -:- 0,05)d. Подобно сверлам, у зенкеров ленточки шлифуются не по цилиндру, а с небольшой конусностью. Величина обратной конусности колеблется в зависимости от диаметра зенкера от 0,04 да 0,10 мм на 100 мм длины.
Если цилиндрический стержень, имеющий стружечные канавки установить на станок и попытаться вести обработку отверстия, то режущие кромки, расположенные на его торце, не будут нормально работать, так как они не будут иметь положительных задних углов. Чтобы создать на режущих кромках положительные задние углы порядка АЛЬФА = 8 -:- 10°, зенкер затачивается по задним поверхностям его зубьев. Заточка зенкеров производится по коническим, винтовым и плоским поверхностям.
Зенкеры с углом в плане ФИ=90°, у которых режущие кромки располагаются на торце, особенно при врезании имеют плохое направление, работают неспокойно, колеблются, что снижает стойкость инструмента, точность обработки и качество обработанной поверхности. Чтобы облегчить вхождение зенкера в отверстие и уменьшить его вибрации, применяют зенкеры, у которых режущие кромки с осью инструмента составляют угол в плане ФИ меньший 90°. В этом случае на любой режущей кромке при работе возникают усилия, направленные перпендикулярно ОСИ зенкера. Если при этом зенкер отклонится в какую-то сторону, то соответствующая режущая кромка будет срезать больший слой металла, в результате на этой кромке возникнут большие усилия, чем на других кромках. Это будет способствовать обратному отклонению оси зенкера и выравниванию загрузки его режущих кромок.
Угол в плане ФИ у зенкеров берется в пределах 45—60°. С целью обеспечения более плавного врезания инструмента и повышения стойкости целесообразно применять двойную заточку и создавать переходную кромку длиной 0,3—1,0 мм с углом в плане ФИ = 30°.
Разработаны также конструкций зенкеров с механическим креплением круглых пластинок, у которых угол в плане ФИ непрерывно изменяется по длине кромок (рис. 70). В корпусе 1 закрепляются пластины 2 при помощи центрального винта 3, штока 4 и винта 5.
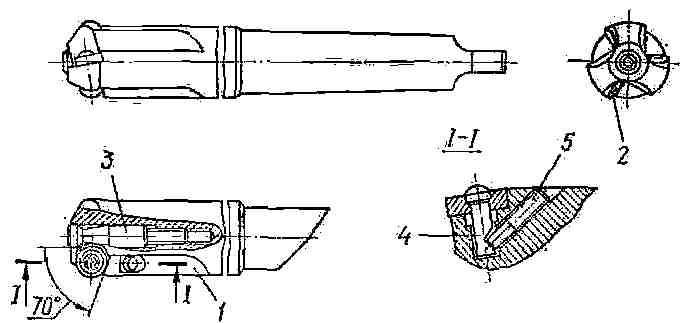
Рис 70. Зенкер с круглыми пластинами
Диаметр в начале режущей части зенкера выполняется меньше диаметра предварительно обработанного отверстия на 1—2 глубины резания.
Угол между режущей кромкой и осевой плоскостью, проходящей через базовую точку, называют углом наклона ЛЯМБДА. Угол наклона режущей кромки ЛЯМБДА оказывает существенное влияние на направление вывода стружки, образующейся в процессе резания. При отрицательных значениях угла ЛЯМБДА = (—5°) -:- (—10°) стружка двигается в направлении подачи в предварительно обработанное отверстие. Указанное направление движения стружки является приемлемым только при обработке сквозных отверстий. При обработке глухих отверстий применяют зенкеры, у которых режущие кромки располагаются в осевой плоскости и угол ЛЯМБДА = 0. С целью укрепления вершины зуба у твердосплавных зенкеров применяют положительный угол ЛЯМБДА = 10 -:- 15*.
Так как у зенкеров рабочие участки режущих кромок имеют небольшую длину и располагаются на периферии, угол наклона винтовой канавки выбирается таким образом, чтобы создать в этой зоне целесообразные величины передних углов. С увеличением угла ОМЕГА возрастают и передние углы. Поэтому значение угла ОМЕГА выбирается в зависимости от механических свойств обрабатываемого материала. Обычно угол ОМЕГА = 15 -:- 25°. В конструкциях сборных зенкеров для обеспечения надежной опоры ножей угол ОМЕГА приходится уменьшать до 12°.
Геометрия режущей части спирального сверла | Оглавление | Развертки
|
ПРОДАЖА инструмента |
Copyright © 2007-2009, Фреза, сверло, метчик, плашка, развертка, резцы и другой инструмент в Москве. All rights reserved